
Page 80 - Research Report 2021 - Institut für Leichtbau und Kunststofftechnik
P. 80
Doctorate Dr.-Ing. Shahan Tutunjian
Ultrasonic Spot Welding of Thin Walled Fibre-Reinforced
Thermoplastics
Supervising Professor: Prof. Dr.-Ing. Niels Modler
The ultrasonic spot welding of fibre-reinforced thermo- the ultrasonic welding process, the thermal problem was
plastic composites has recently received strong inter- analysed using the explicit finite difference method. The
est among researchers mainly in the fields of aerospace mathematical model was verified through a comparison
and automotive industries. It offers an efficient solution between the calculated temperature curves and the ex-
to join large thermoplastic composite parts through the perimentally obtained counterparts. It was found that af-
spot welding approach with a high level of automation. ter a certain weld duration the temperature in the weld
centre underwent a sudden increase and caused the
In this study, a new technique for focusing the ultrasonic overheating and decomposition of the polymer in the
vibration energy at the desired spot between two mating weld spot.
thermoplastic composite laminates was investigated. In
this method, no additional energy directing protrusions It was observed that the time trace of the consumed
between the weldments were required to focus the vibra- power curve by the welder followed a similar pattern as
tion energy. It was found that by welding the laminates the time trace of the temperature in the weld spot centre.
amid an ultrasonic sonotrode and an anvil in which the Based on this observation, a control system was devel-
prior had a larger contact surface with the laminate as oped accordingly. The time derivative of the weld power
the latter, it was possible to generate a localised frictional was monitored in real time and as soon as it exceeded
heating. a critical value, the ultrasonic vibration amplitude was
actively adjusted through a microcontroller. In this ap-
In the initial phase of the welding, the frictional heating proach, the temperature in the weld spot was indirectly
softened the interfacial layers and thus caused the fo- controlled to remain within an adequate range through-
cusing of the strain energy in the weld spot centre. The out the welding duration.
assumption for the presence of the friction and its influ-
ence on the heat generation was investigated by means The results of the controlled welding process were eval-
of finite element method analysis. Microscopic analysis uated by means of temperature measurements and
of the weld spot delivered the proof for the melt initia- computed tomography scans. It was concluded from the
tion at a ring around the weld spot and subsequent in- study that the power-controlled differential ultrasonic
wards growth of the weld spot. In order to gain a better spot welding process could be an efficient method to fu-
understanding of the temperature spatial distribution sion bond the fibre-reinforced thermoplastic parts in an
and its temporal development in the weld zone during automated manner.
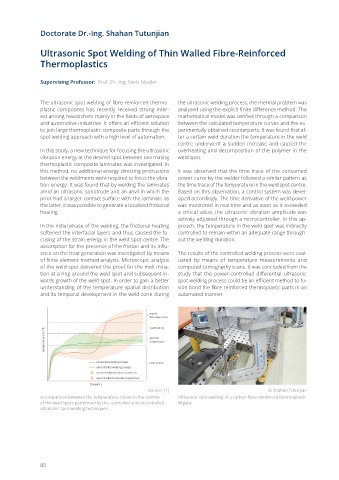
Source: [1] © Shahan Tutunjian
A comparison between the temperature curves in the centres Ultrasonic spot welding of a carbon fibre-reinforced thermoplastic
of the weld spots performed by the controlled and uncontrolled liftgate.
ultrasonic spot welding techniques.
80